



繊細な味わいを求めた”寒造り”
大企業では年間を通じて日本酒を仕込む「四季醸造」が行われていますが、
井上酒造では”冬期”のみ、酒造りを行っております。
理由は、蒸した米を芯まで冷やし、低い温度で仕込むため、冬の寒さが必要だからです。
お酒が出来る過程で「発酵熱」と呼ばれる熱が発生します。
外気が冷えている冬でなければ、その発酵熱を抑えることは出来ず、味の荒い日本酒になります。
日本酒の繊細な味わいを求めるため、冬期のみの仕込みを行っております。

洗米
白米の表面にはまだ糠が付いていますので、取り除くために水洗いをします。普通は自動洗米機を使用しますが、高精白した米は手洗いで行い、時間を計りながら計画通りの吸収をさせます。ストップウォッチ計測しながら秒単位の洗米です。

蒸し
生の米を蒸すのは米の生でんぷんを消化しやすいαでんぷんにするためです。α化によって蒸米は麹菌の生産した糖化酵素の作用をうけやすくなります。蒸しが悪ければ良い麹・良い酒になりません。

蒸米の放冷
蒸し上がり直後は高温です。これを冷やします。通常は放冷機で冷やしながらエアシューターで麹室・仕込庫に蒸米を送ります。高精白した米はこの作業を人の手で行います。一定品温まで下げ麹室などに引き込みます。

種振り”麹室”
麹造りは麹菌を繁殖させるために室温が28度に保たれた「麹室」で行われます。適温になった蒸米を広げ種麹を振ります。種振りが終わると一か所に集め布をかぶせ保温し、一晩寝かせます。

盛り”麹室”
一晩明けたら麹を計量し蓋に盛ります。蓋は小さく何枚も積み重ねる方法で、非常に手間がかかります。多いときには百枚にもなります。盛りの夜は杜氏は泊まりでの作業になります。

積み替え”麹室”
全体の品質や破精(はぜ:蒸米に付いた菌糸が食い込んでいく状態のこと)の進み具合・品温の均一化を図るため定期的に麹蓋の位置を積み替え(上⇔下)ます。

仲仕事”麹室”
麹の品温が約35~36℃での仕事を仲仕事と呼びます。盛りより約10時間後くらいになります。かき混ぜ、水分や炭素ガスの発散を計ります。中心部をえぐったように(阿蘇山のような形)再度盛り、布をかぶせます。

仕舞仕事”麹室”
麹造りの後半になると発熱が盛んになり、品質も急上昇します。38℃くらいでする仕事を「仕舞仕事」といいます。かき混ぜた後筋を入れ、かぶせる布も少なくなっています。この頃は真夜中です。

出麹”麹室”
仕舞仕事後、更に品温は上昇し、43℃ほどになります。その品温を5時間くらいに保ちその後出麹です。麹室に引き込み種振りにより約45時間ほどかかってしまいます。

麹の枯らし
出麹の知己は純白で噛んでみると栗香があり、栗の様な旨みを感じるのが良いとされます。仕込みに使われるまで品温が下がるように広げておきます。

酒母 又は酛
本仕込みの前に酒母を仕込みます。麹米・水・酵母・蒸米を混ぜて造ります。周りには雑菌が沢山いますので、小さく仕込んで酵母の大量培養したものがこの酒母になります。
三段仕込み
酒母には麹・水・蒸米を3回に分け仕込む方法です。1段目を添(そえ)。添の翌日は「踊り」といって休み。2段目を仲(なか)。3段目を留(とめ)といいます。これは雑菌の生育を抑え、酵母の安全な増殖を計る江戸時代からの方法です。
醪
醪の品温は放っておくと20℃にもなります。これでは良い品質の酒にはなりませんので、品温を少しずつ操作します。低温から始まり普通酒で最高15℃・吟醸酒は最高約10℃。醪期間は15日ぐらいから、大吟醸は約40日間と酒質により様々です。

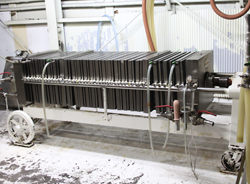
上槽(搾り)
麹の発酵が終われば上槽です。液体(清酒)と固体(酒粕)に分けます。通常は自動醪圧搾機を用いますが、大吟醸酒等は醪を酒袋に入れつるし、自然に滴る酒を採ります(別名:袋搾り・首吊り)原酒のアルコールは約16%から18%になります。
濾過
搾った酒にはまだオリが含まれ濁っています。オリとは米の破片や酵母のカス等の小さな固形の不要物です。そこでタンクに入れ数時間放置しオリを沈殿させ「オリ引き」をし、更に濾過機で濾過をします。

火入れ
搾りたての酒にはフレッシュな美味しさがあり「生搾りたて」として発売もされますが、まだ少量の酵素類が残在し、その働きで徐々に風味が落ちていきます。そこで約60℃~65℃で「火入れ」をし酵素類を失活させて安定化を計ります。

貯蔵
濾過・火入れされた酒は主にタンクで貯蔵熟成され角が取れて味が乗って来ます。ひと夏を超えて秋に味わいを増した酒を「秋上がり」と言います。
